详情描述
设备介绍
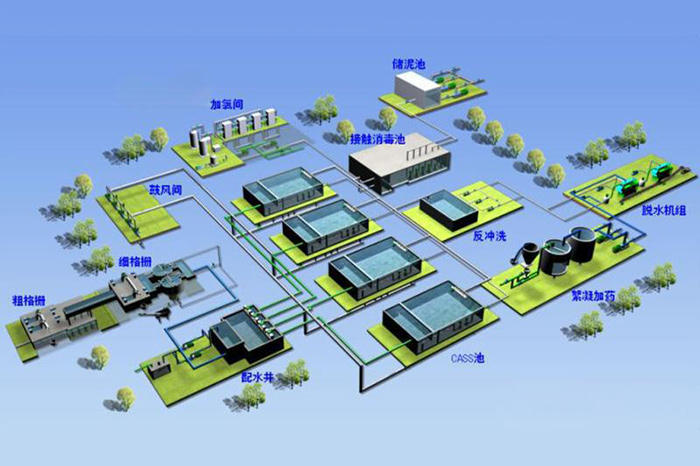
啤酒废水主要是糖化、发酵等酿造工序中产生的废水,废水中含高浓度糖类、蛋白质及悬浮物,pH值波动大。啤酒厂污水处理设备选型需综合水质、水量、排放标准等核心因素:高浓度废水优先用UASB等厌氧反应器,结合MBR或生物接触氧化法提升处理效率,其中MBR因占地小、出水优适合回用或严标场景,生物接触氧化法耐冲击性强且污泥产量低;小型厂可选集装箱式一体化设备,大型厂需市政级工艺组合;设备宜配PLC控制系统,材质优先碳钢防腐或不锈钢,同时兼顾初期投资与运行成本,平衡占地需求与处理效果,确保COD去除率稳定在90%以上,满足排放或回用标准。
性能特点
高效降解:生化处理单元可去除90%以上的有机物,结合深度处理工艺,确保出水水质稳定达标;
抗冲击负荷能力强:反应器等设备可适应水质波动大的特点,保障系统稳定运行;
占地面积小:设计和布局紧凑,减少土地占用;
自动化程度高:集成PLC控制系统,实现自动化运行,减少人工干预,降低管理成本。
核心部件
填料:可选用立体弹性填料,比表面积>200m²/m³,挂膜速度快且不易堵塞。
曝气装置:微孔曝气器氧利用率> 25%,配合管式曝气系统,布气均匀性误差< 5%。
布水系统:采用穿孔管或配水堰,确保水力负荷0.8-1.2m³/(m²・h)。