无菌空气系统,除了注意来源空气的净化程度、过滤器内介质的填装质量之外,整个空气系统的管理也是消灭染菌的重要环节之一。
有很多厂家,确实是因为空气系统的管理上出现问题,造成连续大面积染菌现象的重复出现,给发酵生产带来染菌的同时,也给发酵生产的工艺控制、生产管理带来极大的混乱,这些教训是极其深刻的。
所以,较大发酵车间,在车间建立专人专职负责对空气系统进行管理、检查的人员是非常重要的,同时也是防止染菌的一种好办法。
空气系统的管理包括以下几方面的内容。
(1)总空气过滤器的定期检查及定期消毒。
新填装的介质总空气过滤器,经过初次消毒灭菌后,对净化空气,吸附杂菌及微尘有很强的作用。
但经过一段时间使用之后,总过滤器内的介质上已经吸附了大量的微尘及细菌,这样就会造成介质拦截失效,甚至还会生存、传播细菌。
为此必须定期消毒灭菌总空气过滤器,才能不断提高介质的吸附能力,防止染菌的发生。
总空气过滤器的消毒灭菌时间,一般应当根据自己所在厂家的空气质量、空气使用流量,介质填装内容及介质填装情况,并根据自己发酵工厂的无菌状态和所在地区的气候变化情况来决定总空气过滤器的消毒间隔时间、消毒灭菌时的工艺控制。
从经验上讲,在我国北方的各个发酵工厂,一般会在二三月份风沙季节到来之前和七八月份雨季到来之前,各进行一次总空气过滤器的消毒。
如果在七八月份雨水很大,空气湿度也很大,空气过滤器失效,染菌机会增加,这时就应该增加总空气过滤器的消毒次数。
在这里需强调说明,填装介质的总空气过滤器在确保介质不失效、发酵生产稳定的状况下,消毒灭菌的次数越少越好。这样做的目的,是为了避免填装介质在高温蒸汽消毒的条件下被粉化或变质。
(2)空气总管路及总空气过滤器防止积水。
空气总管路内时常会因为空气湿度大而积水,这些积水又会被带入总空气过滤器。长时间的潮湿又会使过滤介质上滋生杂菌,从而失去除滤效率,给发酵生产带来很大的威胁。
防止空气总管路积水和总空气过滤器潮湿的办法,除了除水设备严密不漏,提高除水效率之外,更主要地还在于发酵车间对空气系统防止积水的管理。
防止空气系统内积水的管理主要措施是:
空气总过滤器下吹口保持畅通排气、排水,平时保持微量排气,确保不积水。
空气总管路上的各个吹口保持微量畅通排气,确保不积水。
各单独空气过滤器的空气下吹口保持微量排气,确保不积水。
以上这些控制点应当有制度,有专人定期进行检查(每批检查一次)排气畅通及有无积水情况。
到了夏季空气潮湿,阴雨多发季节,更应当加强空气系统设备除水能力的检查,同时更应当加强空气系统各吹口的排气、排水畅通情况 的检查,并有必要增加各吹口排放次数,以防止空气系统内的积水。
(3)空气系统防止气、液倒流。
进入发酵车间之后的空气管路,应当尽一切可能确保它的洁净,因此发酵车间的空气管路上不允许安装,连接其他系统的管路,确实需要连接的也必须采取防止倒流的措施。
有些发酵工厂,在发酵车间的空气管路上,连接着过滤岗位,提炼岗位压料、吹料用的空气管路。
这些岗位在压料、吹料时,泵的压力大于空气压力必然造成料液倒流空气管路内。
还有些发酵工厂在辅助岗位上,空气、蒸汽、冷水管路连接在一起,达到工艺上消毒、顶料、吹净的目的。
但是,当蒸汽、冷水压力大于空气压力时,同样造成汽、料液的倒流。(需注意不能随便跨接)
(4)空气工艺管线设计中的基本常识。
为防止以上工艺管线设计中的错误,应当明确四个设计方案:
①过滤岗位、提炼岗位及一切辅助岗位所使用的空气管路,应当从总空气过滤器前的空气总管上连接。
②以上辅助岗位的空气总管与发酵总空气过滤器前总管连接处应当安装缓冲罐及排水阀,即使产生倒流也不至于倒入空气总管。
③确实需要把空气、蒸汽、冷水管连接在一起时,必须在蒸汽、冷水管路上安装止逆单向阀,并经常检查该单向阀的严密情况,防止倒流。
④确认发酵车间的空气工艺管线是一条洁净的管路,尽可能地不要连接其他管线,这是设计人员必须具备的理念。
(5)发酵生产过程中可能产生的倒流现象。
各种物料倒流空气管路很大程度是因为工艺管线设计安装不合理,同时也存在操作上的弊病。
物料倒流到空气管路内,不仅构成了死角,更重要的是内为物料本身有丰富的营养成分,再加上空气、水分、适当的温度,所以,物料倒流后,空气管路内会产生并繁殖大量的杂菌。造成发酵的连续染菌,后果是非常严重的。
物料倒流空气管路后,既无法清除干净,又无法彻底消毒灭菌。因为,在物料倒流到空气管路的同时,还有很多的发酵罐在运转,不可能停止空气消毒,也不可能进行吹除,所以,物料倒流的危害是后患无穷的,一般在短时间内无法彻底解决。
在发酵生产过程中造成料液倒流到空气管路的有补料罐、油罐、糖液罐、补料计量罐以及发酵罐本身的发酵液倒流。
为防止物料倒流空气管路,在管线设计上、操作上可以采取以下措施:
①各种补料罐、糖液罐的空气管路般以空气分布管的形式从罐底进人,主要目的是物料消毒结束后翻腾液面,使高温物料迅速冷却。
但是在压料时必须要闷罐升压,只要罐内压力高于空气压力,就有物料倒流的可能性。各种补料罐空气旁通管路压料示意图见下图。
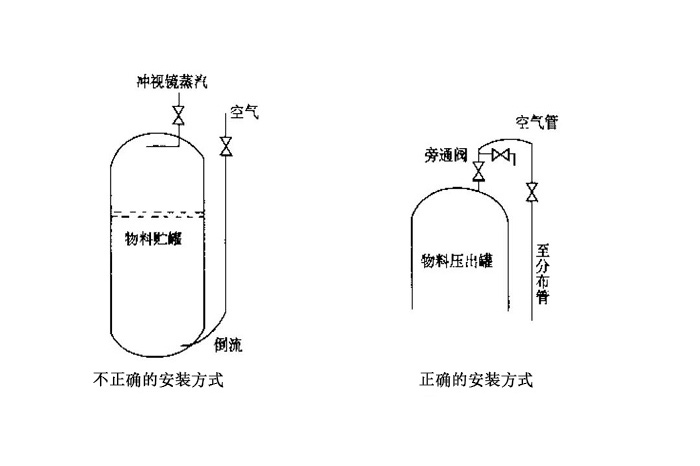
各种补料罐空气旁通管路压料示意图
为避免倒流,在补料罐、糖液罐的空气管路设计上采用旁通管的安装方式。
即在空气入罐阀前段的空气管路上,与该罐罐顶连接,安装空气旁通管和空气旁通阀。闷罐压料时使用旁通管,物料冷却时使用空气分布管,两者交替互换使用,从而避免了物料倒流。
②各种计量罐的空气连接不应当以压出管的形式安装。
简捷的安装方式是:空气管从计量罐的罐顶进入,并设计安装三通管。同一根管路,一面是进空气管,一面是排气管,三个阀门控制,这样既避免了物料的倒流,同时也减少了设备上的死角。
③发酵罐内的发酵液产生倒流的可能性很小。
如果发生这种情况,可能是罐上阀门泄漏,同时闷罐放料而产生的。
闷罐放料大部分是发酵结束后放罐,罐上排气阀关闭之后,罐顶部各管路的蒸汽阀如果泄漏,如冲视镜阀、补料管阀等,会造成该罐罐压升高,发酵液随罐上空气分布管而倒流。所以,闷罐放罐或移种的发酵罐,一定要确保罐上阀门的严密性。
为防止物料的倒流,在操作上开关空气阀门不应当过快,过猛。缓慢进气,稳定的气流速度是杜绝物料倒流的很好办法。

