一、清洗液的配制
1、苛性钠NaOH碱液的配制。浓度为2%(质量百分比)。
先将一定量的清水注入碱液箱内,取一定量的NaOH晶体颗粒倒入盛有少量水的容器中,搅拌溶解后倒入碱液箱内。
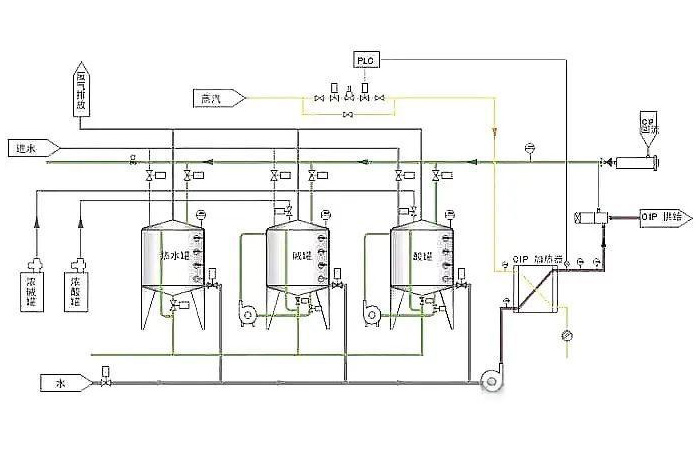
通过纯化水循环分配系统向CIP站碱液配制罐放入一定量的纯化水,启动配碱循环泵并打开工业蒸汽换热通路,对罐内溶液进行循环直至达到目标温度。与此同时,通过加碱计量泵将一定浓度的NaOH溶液加入到碱液配制循环管路中进行循环混合,混合完成后进行电导率在线检测。当电导率小于设定值时,则按补加碱设定时间进行补加碱后再进行电导率检测,如果还低于设定低于设定值,则停止配碱过程,并发出消息提示碱液配制失败。
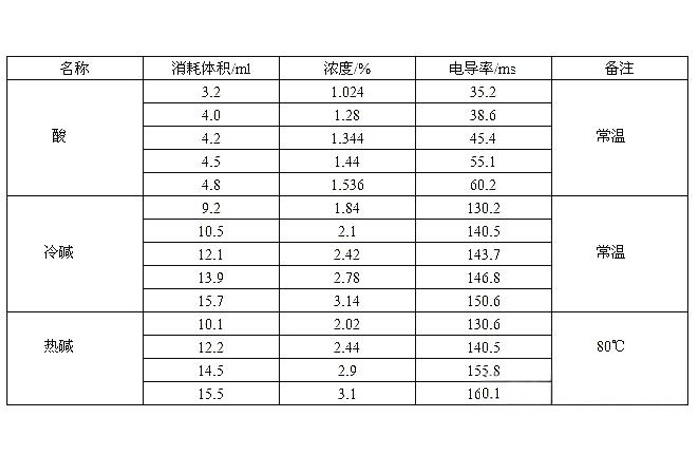
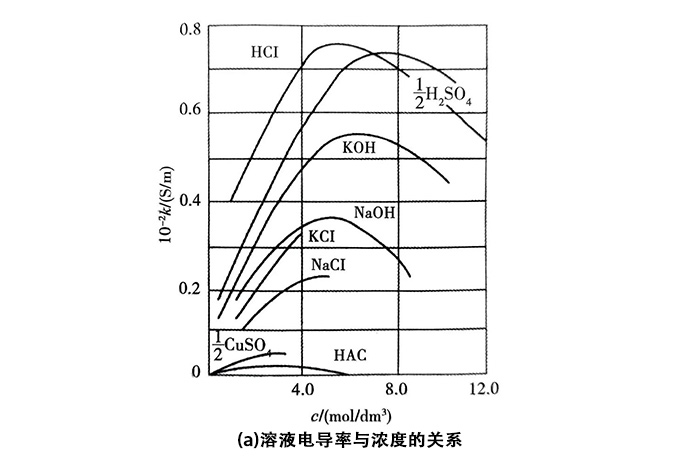
酸碱浓度与电导率的对应关系
2、CIP碱液配制量确定
以CIP站配碱罐底阀为起点,到达本站最远清洗点后返回到碱液配制罐顶端作为配碱最小量,计算过程中以该管路最大内径进行计算,最终计算量加上该罐体积15%作为碱液配制量。计算公式如下式所示:
V=π×(D/2)²×L+V1×0.15 (1)
式中:V为碱液配制目标量;D为管道内径;L为管道长度;V1为清洗目标罐容积。
3、硝酸HNO₃溶液的配制同苛性钠。浓度为0.5%(体积百分比)。
二、清洗顺序
清水→碱液→热水→酸液→热水→清水。
三、清洗时间根据所要清洗的对象来确定
一般为清水3分钟→碱液5-10分钟→热水5分钟→酸液5-10分钟→热水5分钟→清水冲至产品水合格为止。
四、清洗步骤
1、向CIP中补加清水操作
①打开手动蝶阀关闭阀、三通阀。
②如果氧化塔内液位过低,可启动前段产水以保证氧化塔液位与CIP清水补水管的高度差。
③如果补水速度慢可在阀门正确开关状态时开启产水泵增压。
2、清洗中间水箱及产品水箱
①关闭阀 调整三通阀正确的开关状态,调整分配器对应要清洗的水箱管路。
②启动清洗泵 清洗液从清洗球内高速喷出,清洗液反作用力使清洗球旋转,清洗液均匀冲洗水箱内壁达到清洗目的。
③清洗残液收集到水箱底部可进行下一管道或产品水箱的清洗或中和后直接排放。
3、清洗中间水箱与产品水箱之间的管道
①关闭阀 手动打开后置炭过滤器反洗阀、出水阀。
②软手动启动产水泵 此时清洗液清洗流经的管路进入产品水箱可进行下一管道清洗或直接排放。
4、清洗灌装输送泵及终端过滤器(清洗泵—,过滤器—)
①取出过滤器内的滤芯。
②用清洗泵从产品水箱清洗球管路注入清洗液。
③打开阀及清洗液对应清洗液箱的三通阀。
④启动灌装泵—清洗液回流至清洗液箱或启动清洗泵作循环清洗。
⑤清洗过程中过滤器需打开顶部排气阀至排完为止关闭。
⑥酸液或碱液清洗完毕后清水冲洗之前要打开过滤器底部排污阀排完后再进行清水冲洗操作。
5、清洗灌装管路(清洗灌装机—及其灌装管路)
①打开阀及对应的酸碱进液道球阀关闭阀。
②启动清洗泵回流液回到清洗水箱。
6、每次CIP清洗要保证清水冲洗效果,完毕后要及时进行产品水的质量检验,确保管道无清洗液残留。
7、此系统假设一条生产线生产,同时进行另一条生产线灌装管路清洗功能。建议尽量避免此类操作。如必须进行,则要对生产的产品水及时进行PH值监测,如异常立即停止CIP清洗工作。
8、为保护环境建议每次CIP清洗完毕后酸碱液中和后排放。
9、清洗时操作人员应作好防护工作要带好口罩、胶手套、抗酸碱防护靴。操作时要避免被酸碱灼伤。

