在啤酒生产过程中,发酵罐中产生的二氧化碳(CO₂)经过除沫器、洗涤塔、压缩机、冷干机、吸附器、干燥器、再沸器、提纯塔和冷凝器等设备处理后,最终液化为高纯度的CO₂,供生产使用。传统CO₂回收系统虽然能够满足基本的生产需求,但在能耗、回收效率和设备稳定性方面存在较大缺陷。本文通过分析传统系统的不足,提出了节能技术改造方案,并通过实际案例验证了改造效果。
如图1,此工艺流程确保了CO₂高效回收和纯净度,适用于啤酒生产工艺。
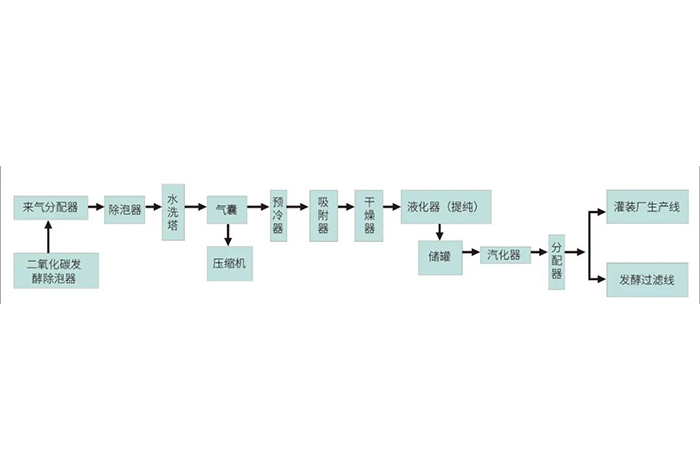
图1. CO₂回收系统工艺流程
1.传统CO₂回收系统的缺陷
1.1 冷干机的缺陷
CO₂压缩机一二级冷却,采用循环水冷却,出口气体温度35-40℃,对于啤酒发酵而言,气体中的有机物成分主要是在主发酵期产生,并随CO₂进入回收系统,称之为低沸点有机物,发酵温度通常在11-13℃之间,为了提高活性炭对这些低沸点有机物的吸附效果,提高活性炭的使用寿命,需要在CO₂进入吸附塔之前,通过预冷设备,将气体温度降低到<10℃。
如图2,传统CO₂回收系统,采用冷冻式干燥机。它是根据空气冷冻干燥原理,利用制冷设备将CO₂冷却到一定的露点温度后析出相应所含的水分,并通过排水阀将其排出,从而获得干燥的CO₂气体。

图2. CO₂回收系统现场
然而,传统冷干机技术已淘汰,存在提纯再沸器冰堵、气体含水量大等问题,且设备功率高,增加了电耗。
1.2 换热系统的缺陷
如图3,车间需要使用CO₂时,储罐的液体CO₂经传统气化器,进行换热,减压后,再供给车间。CO₂液体本是一种高品质制冷剂,每吨液体二氧化碳可以提供接近90kW的冷量,传统的回收设备,直接经过气化器,蒸发后的冷量只是用于循环水系统,是最不经济的,因循环水器获取的冷量来自自然界,消耗仅仅是水泵和风机的有限功率,它应尽可能地用于更高效率要求的节能系统。CO₂是高品质的冷源,所获得的收益也因此大幅度地下降,没有节能模块,CO₂蕴含的大量的能量,无法得到利用,存在优质能源浪费问题,外供的CO₂能量无法利用,导致回收系统能耗高。
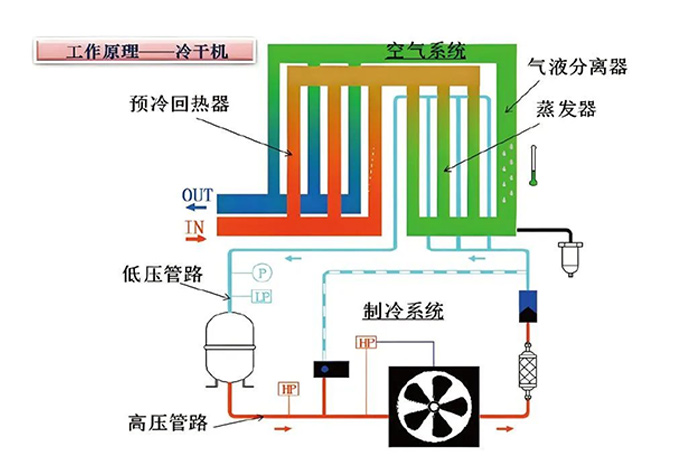
图3. 冷冻式干燥机流程图
2.CO₂回收系统节能技术改造
2.1 冷干机升级改造
如图4,将冷干机改造为新型的二氧化碳气体预冷却器。其由气液分离系统、用于载冷剂流量控制的温度自动控制系统、气液分离器的自动排液检测和控制系统、气体冷却器等组成。

图4. 冷干机
该预冷器不增加新的降温负荷,采用冷量前置的设计方式,由再沸器提供冷量,在达到预定工艺条件同时,将再沸器需要的热量由电加热改为预冷器提供热量,从而实现热平衡,减少了电功率的消耗,达到换热冷干和再沸的功能。新式预冷器换热效果与稳定性,远超之前的冷干器,故障率极低,一年四季换热效果稳定。CO₂ 温度在 5-15℃左右的时候,活性炭对于酚、醛类物质的吸附效果最佳,改造为新型预冷却器,可显著提高吸附干燥填料的吸附效果、使用寿命,提升吸附干燥系统运行效率,可减少结冰造成系统问题,节省再生能耗,对提纯纯度有更好的改善作用。
2.2 换热系统的节能改造
如图5,在储罐出口与蒸发器安装一套节能模块,该模块采用高效率的满液式设计模式,是一种圆筒型板壳式换热器。配置由连续液位检测、气液分离器、二氧化碳蒸发冷凝系统、温度自动控制、防结冰设计装置、液位和温度报警功能、气液分离器的自动排液检测和控制系统等组成。
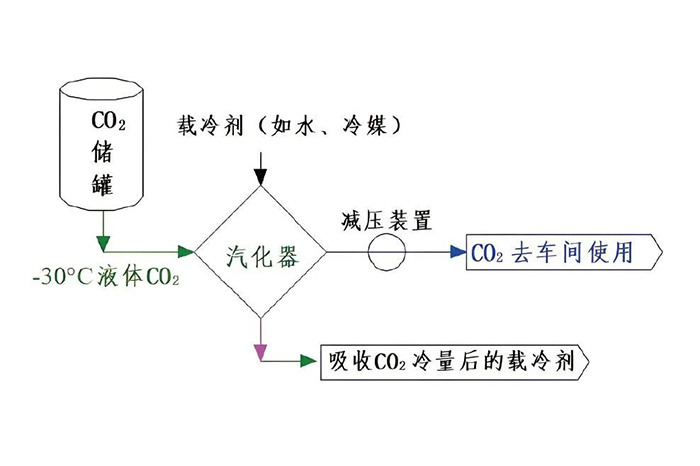
图5. 换热流程图
节能模块将外供的液体CO₂通过释压,将其中的能量释放出来,与吸附干燥来的气相二氧化碳进行换热,汽化外供液相CO₂的同时,实现了吸附干燥回收的气体的液化,降低制冷所需的能耗。系统设计和原有的蒸发冷凝器共享一个不凝气排气口,利用系统自身的冷量对CO₂气体进行冷却,不需要外接冷媒,整个运行过程零能耗,是一种非常实用节能装置。
该节能模块配置能量回收装置,在能量剩余的时候,可以直接将能量回收到储罐,具备完善的保护装置,任何情况下都不会因为换热器憋压造成损坏。节能模块与回收系统同时具备串、并联模式,节能模块气化与液化侧均带旁路装置,在节能模块维护时,不影响回收与外供。当回收和生产不同步时,系统设计的节能模块的低压补偿系统开始运行,保证气化系统可以稳定地供给生产过程需要的CO₂气体。
3.改造效果
某啤酒企业针对传统CO₂回收系统存在的问题,进行设备改造和技术升级,内容包括新增节能模块、冷干器升级、吸附干燥优化等。改造后,系统能耗降低,运行可靠,回收效率提高。吸附干燥器性能提升,露点温度与异味问题得到解决。制冷机开启时间大幅减少,解决了CO₂无法冷凝而排放的问题。整套回收设备合格液体回收效率超过总回收量的91%,电耗减少10%以上,经济效益可观。

图6. 汽化器
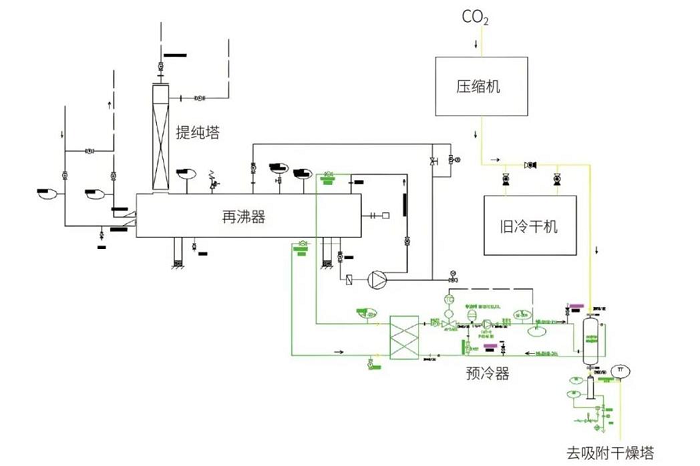
图7. 预冷却器流程图

图8. 预冷却器现场设备图
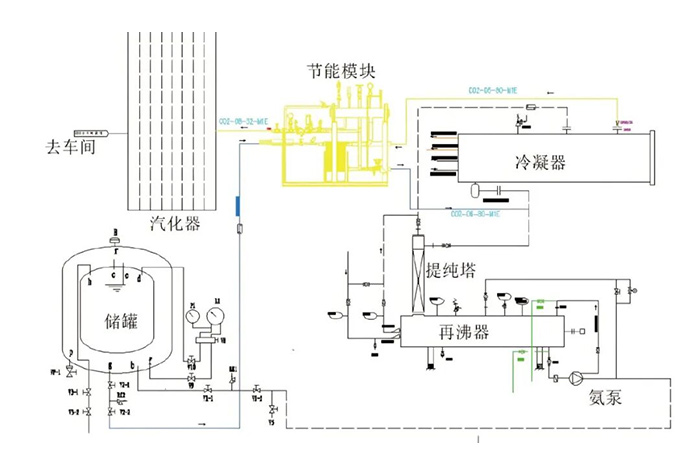
图9. 节能模块流程图

图10. 节能模块现场设备图

